


















タンデムビームによるアルミニウム合金と亜鉛メッキ鋼のフラックスレス・ レーザブレイジング
研究背景・目的
自動車の軽量化のためアルミニウムの利用が注目されている。それに伴い、自動車の主要構成材料である鉄鋼とアルミニウムの接合技術が必要不可欠だが、従来の溶融溶接法では接合部に脆弱な金属間化合物が生成されてしまうなどの問題点がある。その対策として、レーザを熱源に用いたフラックスレスな レーザブレイジング が新たなろう付け技術として注目されている。本研究では、アルミニウム合金と亜鉛メッキ鋼のレーザブレイジング技術を開発することを目的とする。
実験方法
亜鉛メッキ鋼の上にアルミニウム合金を配置し、全体を15°傾斜させて重ね隅肉部をレーザろう付した。

タンデムビームによる重ねろう付方法

両レーザ出力および予熱ビーム照射位置

引張せん断試験の試験片幅
解析モデル
上記解析条件により、アルミニウム合金と亜鉛メッキ鋼の レーザブレイジング 過程における溶融ろう材のぬれ・流れ挙動を流体解析ソフトウェアFLOW-3Dを用いて解析した。
解析条件
ろう材 : BA4047 母材 : アルミニウム合金(AA6022)・亜鉛メッキ鋼(SCGA270,GI70)
※母材平衡接触角 : アルミニウム合金(AA6022) 65°亜鉛メッキ鋼(SCGA270,GI70) 2°

アルミニウム合金と亜鉛メッキ鋼のレーザブレイジング過程における溶融ろう材のぬれ・流れ挙動解析モデル

解析に用いた予熱温度分布
実験結果と解析結果比較

液滴押出法による亜鉛メッキ鋼への溶融ろう材の平衡接触角の測定

GA鋼とGI鋼継手の溶融ろう材のぬれ・流れ挙動比較(主ビーム出力:1000W)

GA鋼およびGI鋼継手のビード形成状況に及ぼす予熱ビーム出力の影響
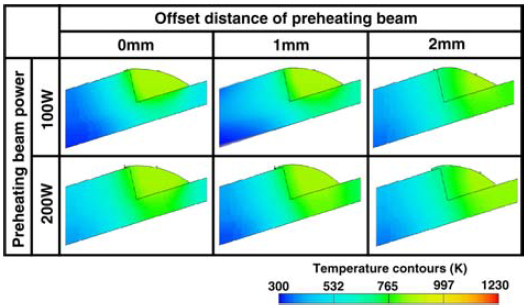
GA鋼継手に対する予熱ビーム出力および照射位置を変化させた場合の溶融ろう材のぬれ・拡がり挙動解析結果
不均一温度場において流体解析ソフトウェアFLOW-3Dの表面張力、接触角機能により濡れ拡がりが再現された。
まとめ
これらの流体解析ソフトウェアFLOW-3Dを用いた解析結果は、実験結果(GI鋼継手ではろう材のぬれ・拡がり性がGA鋼継手よりかなり優れる)とよく一致し、理論的解析によりビード形成挙動を予測できるものと判断される。
※資料提供 : 大阪大学 大学院 工学研究科 マテリアル生産科学専攻 教授 才田 一幸 様